6-Achs MIG MAG Schweessroboter Reechwäit 1500mm mat Schweessmaschinn





Charakteristiken
-Roboterarm:
- Sprëtzgussprozess, Aluminiumarm, méi liicht a méi flexibel
- Déi intern Drot an d'Terminaler vum Roboter gi vun de weltbekannte Marken hiergestallt: DYEDEN, TAIYO, déiselwecht wéi ABB a Fanuc
- Top chinesesch Mark vum Controller, Motor a Reduktiounsgewinde.
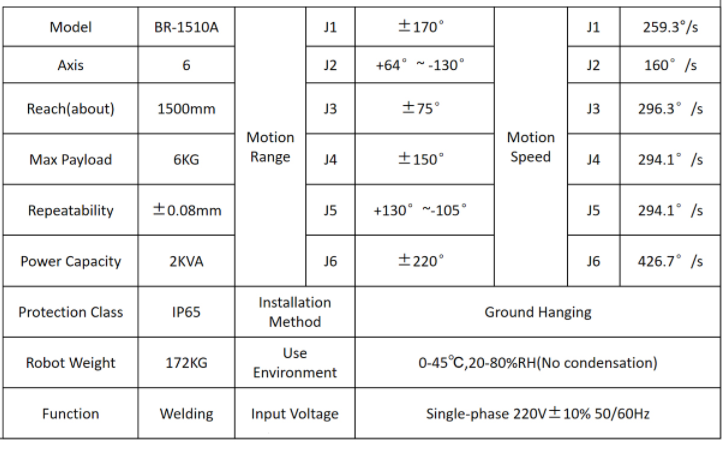
D'Parametere vum BR-1510 MIG-Schweissroboter ginn hei ënnendrënner ugewisen:
-JHY Schweessroboter Kontrollsystem:

-Schweessmaschinn: Aotai NBC350RL
-
Et huet dräi Schweessmodi: Sprëtzarm, séier Punktschweißen a konstanten Drock
- Et kann ultra-niddrege Sprëtzschweisse vu Kuelestol vun 1~3 mm realiséieren. D'Quantitéit u Schweesssprëtz gëtt ëm 60% reduzéiert;
- Den Hëtztzougang gëtt ëm 10%~20% reduzéiert, an d'Schweißen vun dënne Placken ass einfach ze kontrolléieren an d'Deformatioun ass kleng;
- Dat voll digitales System realiséiert déi präzis Kontroll vum Drëpseniwwergang a garantéiert eng kontinuéierlech a stabil Schweessqualitéit;
- Déi mëll Schaltungsinvertertechnologie kann d'Zouverlässegkeet vun der ganzer Maschinn verbesseren an Energie a Stroum spueren;
- Dat volldigital héichpräzis Drotzufuhr-Steierungssystem, dat volldigital Steierungs-Drotzufuhrgerät mat Zweiundriff an Zwei-Slave-Funktioun an Encoder, kann d'Stabilitéit vun der Drotzufuhr garantéieren, och wann sech extern Faktoren wéi d'Stroumversuergungsspannung an den Drotzufuhrwiderstand änneren.
-Schweissbrenner:
- Loftgekillt mat engem héichsensiblen Anti-Kollisiouns-Apparat, verlängert d'Liewensdauer vun der Brenner däitlech
-Schweisspositionéierer & Roboter-Laafschinn
- 1-Achs, 2-Achs an 3-Achs Schweesspositiounsmätscher sinn optional ze wielen. D'Notzlaascht an d'Gréisst vum Aarbechtsdësch kënnen no Bedarf personaliséiert ginn.
- D'Roboter-Laafschinn kann no de Bedierfnesser vum Client personaliséiert ginn. Längt 3/6/9/12M. Notzlaascht: 500/1000KG
-D'Maschinnënnerhalt ass einfach an einfach ze bedreiwen, an déi entworf Liewensdauer ass méi wéi 10 Joer
Opmierksamkeet op all Detail mécht de JHY Roboter besser
Schreift Är Noriicht hei a schéckt se eis




